    |
 |
Добро пожаловать на сайт Предприятия "ТУРН" - Сервисного Дистрибьютора ANILAM Inc, ACU-RITE в России и Украине и Представителя фирмы TOSHULIN, a.s. |
Системы ЧПУ типа CNC
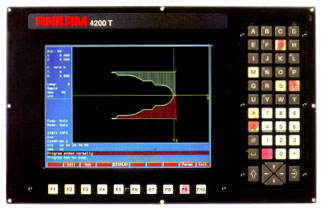
Серия 4200T
Режимы работы
Системы ЧПУ для токарного станка ANILAM серии 4200Т - это все, о чем вы просили, и даже больше. Вы можете использовать систему как датчик положения при работе в ручном режиме. В полуавтоматическом режиме с двойным маховиком система может использоваться для изготовления дугообразных и угловых поверхностей. Или, используйте всю мощь системы как ЧПУ. Составляйте программу в режиме самообучения. Используйте фиксированные циклы. Используйте возможности диалогового программирования или даже режим программирования в G-кодах. Система 4200Т - это наиболее универсальное устройство по управлению токарными станками из доступных сегодня.Ручной режим
В ручном режиме токарные станок, оснащенной данной системой, будет работать как самый обычный станок. Для перемещения по осям может быть присоединено до двух электронных маховиков. В дополнение, система 4200Т отображает большой набор информации и предоставляет много полезных возможностей, например обработка при постоянной скорости поверхности.Полуавтоматический режим
Режим с использованием двух маховиков позволяет станочнику изготавливать совершенные дугообразные и конусообразные поверхности, а также фаски. Как только будет заведен один маховик, 4200Т будет контролировать точную форму поверхности по обеим осям.Автоматический режим
Во время работы в автоматическом режиме, система серии 4200Т будет контролировать все, от начала до конца. Станочнику предоставляется несколько вариантов составления программы, а также доступны несколько мощных программных средств.Пошаговый режим
Пошаговый режим предоставляет возможность оператору-станочнику пройти через все стадии изготовления детали, выполняя программу шаг за шагом.Программирование
Форматы программ
 Системы серии 4200Т оснащены диалоговой утилитой предназначенной для ввода программы. Нет необходимости обладать начальным опытом для программирования данных устройств. Системы оснащены графическим интерфейсом на основе пиктограмм, а ввод данных осуществляется по запросу системы. Интуитивное взаимодействие позволяет легко освоить процесс управления.
Системы серии 4200Т оснащены диалоговой утилитой предназначенной для ввода программы. Нет необходимости обладать начальным опытом для программирования данных устройств. Системы оснащены графическим интерфейсом на основе пиктограмм, а ввод данных осуществляется по запросу системы. Интуитивное взаимодействие позволяет легко освоить процесс управления.
В качестве альтернативы предусмотрена возможность непосредственного программирования устройств серии 4200Т с применением G-кодов. Этот метод позволяет использовать некоторые тонкие возможности устройств, например, параметрическое программирование. В устройствах серии 4200Т предусмотрен режим помощи, в котором простым языком разъясняется назначение G-кодов.
Режим самообучения
В режиме самообучения, оператор-станочник может изготовить деталь вручную, а система типа 4200Т, отслеживая процесс изготовления, составляет соответствующую программу. Никогда ранее программирование не осуществлялось столь просто. Другие аналогичные детали могут быть изготовлены в автоматическом режиме.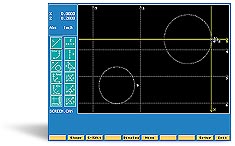
Редактор форм
Применяя редактор форм, можно определить профиль изделия произвольной формы. При помощи пиктограмм выбираются стандартные геометрические сегменты, объединяя которые можно составить профиль требуемой сложной формы. Построение профиля изделия осуществляется достаточно просто, поскольку процесс построения отображается графически на экране. Полученные профили могут быть легко использованы в сочетании с фиксированными циклами.Реализация фиксированных циклов
Устройства серии 4200Т содержат достаточно большой набор фиксированных циклов. Стандартная операция может быть добавлена в программу после ответа на несколько касающихся ее простых вопросов. Вопросы задаются на обычном языке и сопровождаются наглядными графическими пояснениями.Режим чертежа
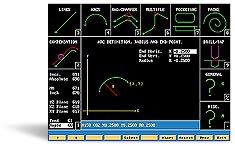
После окончания ввода программы можно воспользоваться режимом чертежа, в котором на мониторе строится графическое изображение подлежащей изготовлению детали, что позволяет проверить правильность программы до начала производства. В случае необходимости, в программу легко могут быть внесены необходимые изменения.Программирование на основе графического интерфейса
 Устройства серии 4200Т предоставляют диалоговые средства для внесения в программу действий по коррекции, поточечному выполнению, действий по заданию профилей и циклов. Для выбора необходимых действий используются пиктограммы с легко понятным назначением, а геометрическим описанием служат графические изображения. Ввод необходимых значений осуществляется по запросу системы. Выбор пиктограммы в главном меню помощи позволяет перейти к дополнительному меню с пиктограммами, графическим описанием и возможностью ввода необходимых значений.
Устройства серии 4200Т предоставляют диалоговые средства для внесения в программу действий по коррекции, поточечному выполнению, действий по заданию профилей и циклов. Для выбора необходимых действий используются пиктограммы с легко понятным назначением, а геометрическим описанием служат графические изображения. Ввод необходимых значений осуществляется по запросу системы. Выбор пиктограммы в главном меню помощи позволяет перейти к дополнительному меню с пиктограммами, графическим описанием и возможностью ввода необходимых значений.
В главном меню вы можете установить коррекцию, определить геометрические сегменты и перейти к фиксированным циклам, просто выбрав соответствующую пиктограмму.
Фиксированные циклы – нарезание резьбы
Стандартные операции по нарезанию резьбы предназначены для оптимизации данного процесса для таких разновидностей действий, как нарезание цилиндрической резьбы, конической трубной резьбы, американской трапециидальной резьбы и даже многозаходной резьбы. При использовании фиксированных циклов по нарезанию резьбы требуется указание только трех значений: дюймовый (или метрический) шаг резьбы, длина резьбы и расстояние начала резьбы от края. Предусмотрена также стандартная операция нарезания резьбы в отверстиях при помощи стандартных метчиков (описание данной операции приводится в разделе, посвященном сверлению).Продольное однонаправленное нарезание резьбы
Нарезание резьбы осуществляется за несколько проходов, при каждом проходе угол рабочей стороны профиля резьбы сдвигается вниз.Продольное двунаправленное нарезание резьбы
Нарезание резьбы осуществляется за несколько проходов, при каждом проходе угол обрабатываемого рабочего профиля резьбы смещается слева направо.Радиальное однонаправленное нарезание резьбы
Нарезание резьбы осуществляется за несколько проходов; при каждом проходе при каждом проходе угол рабочей стороны профиля резьбы сдвигается вниз.Радиальное двунаправленное нарезание резьбы
Нарезание резьбы осуществляется за несколько проходов; при каждом проходе участок со смещением угла обрабатываемого рабочего профиля резьбы.Однопроходное нарезание резьбы
Операция однопроходного нарезания резьбы применяется для получения резьбы очень сложной или специальной формы.Фиксированные циклы – снятие слоя металла
Устройства ANILAM содержат стандартные операции по быстрому и эффективному снятию слоя металла, для выполнения которых необходимо минимальное количество данных. Операции предназначены для снятия слоя металла с заготовки для достижения заданного профиля, квадратного заплечника, желоба V-образного или квадратного сечения путем токарной обточки, торцевания или сверления. Простые, но мощные стандартные операции используются как для черновой обработки, так и для точного доведения профиля изделия. Форма профиля может быть задана как прямым программированием, с выбором пиктограмм и указанием размеров непосредственно с чертежа детали, так и при помощи простого в использовании редактора форм ANILAM (Для получения информации об операции сверления, обратитесь к странице с описанием операций сверления и нарезки).Снятие слоя обточкой
Операция применяется для чернового и окончательного доведения изделия до заданной формы при помощи обточки или сверления. Операция позволяет оставить определенный слой металла после черновой обработки для допуска на окончательную обточку.Снятие слоя торцеванием
Операция применяется для чернового и окончательного снятия слоя торцеванием. При обработке изделий значительного диаметра, операция чернового торцевания предусматривает возможность оставить участок, подлежащий резке, более длинным, что позволяет уменьшить время обработки.Черновая обточка
Операция применяется при обточке квадратного заплечника, углового или V-образного желоба с минимальным вводом данных.Черновое торцевание
Операция применяется при торцевании квадратного заплечника, углового или V-образного желоба с минимальным вводом данных.Продольная проточка
Используется для врезания желоба определенной длины, при обточке или торцевании заданного участка поверхности. Операция позволяет врезать желоб произвольной длины, используя пазовый инструмент любой ширины, таким образом уменьшая число необходимых инструментов.Радиальная проточка
Используется для врезания желоба определенной длины заподлицо с требуемым участком поверхности. Операция позволяет врезать желоб произвольной длины, используя пазовый инструмент любой ширины, таким образом уменьшая число необходимых инструментов.Фиксированные циклы – сверление и нарезка
Фиксированные циклы устройств типа «ANILAM» включают в себя стандартные операции для ступенчатого сверления, сверления с удалением стружки, расточки и нарезания резьбы метчиком. При сверлении, размер отверстия определяется диаметром сверла, а вид движения – выбранной операцией. Ступенчатое сверления используется для отверстий средней длины, где можно поддерживать постоянную величину ступени сверления. Для более глубоких отверстий используется сверление с удалением стружки. Обе операции предусматривают полное или частичное удаление стружки из отверстия, что увеличивает срок службы сверл и таким образом уменьшает время простоя станка из-за замены инструмента. Расточка используется для отверстий большего диаметра, а операция нарезки позволяет выполнить нарезание резьбы в любых отверстиях стандартным метчиком.Ступенчатое сверление
Операция применяется при сверлении отверстий определенной длины, с постоянным шагом ступени. Обычно используется для неглубоких отверстий, в которых нарост стружки не является препятствующим фактором.Сверление с удалением стружки
Операция применяется при сверлении отверстий определенной длины, с последовательным уменьшением шага ступени. Обычно используется для сверления глубоких отверстий. Операция позволяет полностью извлекать сверло из отверстия при на каждом шаге, или же просто отводить сверло назад на расстояние, достаточное для слома стружки.Расточка
Используется для расточки существующего отверстия на больший диаметр и определенную глубину. При выполнении данной операции станочник может определить глубину каждого прохода и выбрать прямую или угловую фаску.Нарезание резьбы
Операция применяется для нарезания резьбы стандартным метчиком. Операция определяется заданием только четырех параметров: глубины, начальной и конечной позиции и положения резьбы.Редактор форм
Редактор форм ANILAM - это мощное и простое в использовании средство, работа с которым осуществляется при помощи графического интерфейса с пиктограммами, а на экране строится полное графическое изображение. Определите любой профиль и используйте его в вашей программе. На первом шаге, определите геометрические элементы, требуемые для образования нужного профиля.Затем, комбинируя геометрические элементы и определяя их взаимное расположение для описания профиля требуемой формы.
Окончательный результат – траектория инструмента для изготовления изделия требуемой формы.Меню инструмента
Устройства серии 4200Т предоставляют доступ к диалоговому меню с информацией и параметрами инструментов (максимальное количество – 255). Вы можете задать радиус инструмента, длину, и смещение на срабатывание. Графическое описание инструментов значительно облегчает задание смещений инструмента.Ось-С
Программирование по оси С позволяет определить ориентацию по оси шпинделя от 0 до 360 градусов с точностью до 4 десятичных разрядов.С добавлением соответствующей оснастки по оси С становится возможным изготовление шпоночных канавок, перекрестных отверстий, шаблонов болтовых отверстий или даже проведение спирального резания.
Экранные датчики
При использовании устройств «ANILAM» становится доступной уникальная возможность выводить показания датчиков непосредственно на экран монитора, именно в том месте, где вы сочтете удобным. Наши модули ввода/вывода, оснащенные шиной CAN, имеют возможность приема аналоговых сигналов, например величины нагрузки на шпиндель. Информация о таких сигналах может затем выводиться на экран в графической форме, а вид экранного датчика может быть сконфигурирован по необходимости.
Дополнительное программное обеспечение
Для устройств серии 4200Т типа CNC доступно заказываемое отдельно дополнительное программное обеспечение. Такой набор программных средств позволяет составить программу не на самом станке, а на любом персональном компьютере. Составленная программа затем может быть перенесена на устройства серии 5000 по последовательному интерфейсу типа RS-232, на дискете или по локальной сети.
Легкая установка на любой токарный станок
В состав оборудования для систем серии 4200Т входят консоль, компьютерное шасси, панель ручного управления и выносной дисковод для флоппи-дисков. Все компоненты сконструированы таким образом, чтобы облегчить их встраивание в ваш станок.Консоль стандартно оснащена 14-ти дюймовым цветным монитором.
 В качестве дополнения доступен плоскопанельный монитор с активной TFT матрицей размером 12,1 дюйма. Консоль также оснащена полной алфавитно-цифровой клавиатурой и клавишами навигации по экранному меню.
Дополнительный 12,1 дюймовый плоскопанельный монитор с активной TFT матрицей.
В качестве дополнения доступен плоскопанельный монитор с активной TFT матрицей размером 12,1 дюйма. Консоль также оснащена полной алфавитно-цифровой клавиатурой и клавишами навигации по экранному меню.
Дополнительный 12,1 дюймовый плоскопанельный монитор с активной TFT матрицей.
Модуль ввода-вывода
 В случае необходимости к системе могут быть добавлены модули ввода/вывода оснащенные шиной типа CAN. Каждый модуль может принимать информацию по 10 каналам, а предавать по 6 (один канал вывода может действовать как аналоговый канал ввода), и действовать как в качестве источника, так и приемника информации. Модуль ввода-вывода может быть установлен дистанционно, в том месте, где это необходимо. Модуль может быть установлен в держатель, оснащенный стандартными DIN-направляющими.
В случае необходимости к системе могут быть добавлены модули ввода/вывода оснащенные шиной типа CAN. Каждый модуль может принимать информацию по 10 каналам, а предавать по 6 (один канал вывода может действовать как аналоговый канал ввода), и действовать как в качестве источника, так и приемника информации. Модуль ввода-вывода может быть установлен дистанционно, в том месте, где это необходимо. Модуль может быть установлен в держатель, оснащенный стандартными DIN-направляющими.
CNC-шасси
Установку CNC-шасси облегчает удобный доступ ко всем соединителям.Панель ручного управления
Панель ручного управления имеет клавиши пошагового перемещения Jog+ и Jog-, а также оснащена дисковым регулятором величины шага и выбора осей. Также имеется дисковый регулятор перенастройки скорости подачи и скорости вращения шпинделя, а также клавиши Start, Stop, Servo и «Reset», переключатель для установки направления вращения шпинделя – «вперед», «назад», и его выключения и переключатель «E-Stop». Панель ручного может дополнительно комплектоваться встроенным маховиком.Спецификации
| Общие параметры | |
| Автоматический режим | ● |
| Пошаговый режим | ● |
| Полуавтоматический режим (с использованием двух маховиков) | ● |
| Ручной режим | ● |
| Поддержание постоянной скорости обрабатываемой поверхности (CSS) | ● |
| Переустановка скорости подачи или скорости шпинделя | ● |
| Интервал, временной или по числу оборотов | ● |
| Смещение нуля для семейства деталей | ● |
| Смещение нуля для семейства деталей | ● |
| Дополнительные функции (редактирование программы, интерфейс RS-232, и т.п.) | ● |
| Отображаемая информация | ● |
| Положение станка/состояние программы/положение цели/оставшееся расстояние | ● |
| Текущее состояние программы (большой цифровой экран) | ● |
| Разрешающая способность до 0,00002 дюйма (0,0005 мм | ● |
| Скорость подачи | ● |
| Скорость вращения шпинделя | ● |
| Инструмент | ● |
| Статусные сообщения | ● |
| Счетчик/таймер деталей | ● |
| Счетчик цикла/время интервала | ● |
| Режим вывода графического изображения в реальном времени | ● |
| Экранные датчики | ● |
| Программирование | |
| Возможность ввода, многодокументный интерфейс, RS-232 | ● |
| Режим самообучения | ● |
| Графический интерфейс на основе пиктограмм | ● |
| Графический редактор форм | ● |
| Фиксированные циклы | ● |
| Пропуск блока | ● |
| Зеркалирование | ● |
| Масштабирование | ● |
| Скругление углов | ● |
| Точный/контурный режимы | ● |
| Программирование по стандарту ISO | ● |
| Параметрическое программирование | ● |
| Подпрограммы | 256 |
| Редактирование и управление программой в стиле ПК | ● |
| Проверочный режим вывода чертежа | ● |
| Коррекция | |
| Число инструментов в библиотеке | 255 |
| Коррекция радиуса, длины и износа | ● |
| Калибровка коррекции по длине | ● |
| Коррекция износа в автоматическом/пошаговом режиме | ● |
| Коррекция подающего винта (прямой ввод из файла) | ● |
| Компенсация зазора | ● |
| Линейная коррекция | ● |
| Аппаратная платформа | |
| Процессор 486DX4-100 | ● |
| DSP, 32-разрядный, математический сопроцессор, 50 МГц | ● |
| ОЗУ | 4 Мб |
| ОЗУ 8-64 Мб | дополнительно |
| Дисковод для гибких дисков | 3-х дюймовые дискеты, 1,44 Мб |
| Жесткий диск | 4 Гб или более |
| Сеть, Ethernet, разъем типа RJ-45 | дополнительно |
| Последовательный порт RS-232 (разъем типа DB-9) | ● |
| Порт принтера (разъем типа DB-25) | ● |
| Разъем для подключения внешней PC-клавиатуры | ● |
| Датчики поосевой обратной связи (круговая/линейная, DB-15) | 3 |
| Датчики маховика (DB-9) | 2 |
| Универсальный источник питания (90-260В переменного тока) | ● |
| Интерфейсы | |
| Интерфейс ввода/вывода, шина типа CAN | ● |
| Выделенный интерфейс ввода/вывода для панели ручного управления | 5/1 |
| Доступных каналов ввода/вывода (дополнительно 2 аналоговых канала ввода) | 20/12 |
| Дополнительный блок каналов ввода/вывода (дополнительно 4 аналоговых канала ввода) | 40/24 |
| Программный интерфейс ANILAM | ● |
| Управление перемещением | |
| Управление перемещением по осям | X,Z,С |
| Оси шпинделя | ● |
| Время дополнительного цикла | 0,4 мс |
| Время блокового цикла | 10 мс |
| Блочная скорость | 100 bps |
| Точность ЦАП | 12 бит |
| Интерполируемые оси, по движению | X,Z,C |
| Интерполируемые оси, по подаче | X,Z,C |
| Круговые интерполируемые оси | X,Z,C |
| Эллиптические интерполируемые оси | X,Z,C |
| Поддержка установки | |
| Утилита установки/перемещения/проверки | ● |
| Автоматическая настройка | ● |
| Интерполируемые оси, по подаче | ● |
| Статус ввода/вывода | ● |
Воспроизведение материалов данного сайта или перепечатка приведенной информации может осуществляться только с разрешения АНИЛАМ Инк. и предприятия "Турн"
Copyright (C) ANILAM Inc.
Первод на русский язык Copyright (C) 2001-2002 TOORN Small Enterprise.
All Rights Reserved.
Последние изменения: вторник, 12 августа 2008